在近幾年,相信大家都可以發現 真空開關管 的質量有了明顯的提高,這得益于制造技術的發展,從而使得生產廠家可以采用新工藝、新材料,甚至走技術創新之路。可以說,近幾年國內制造技術取得了巨大的進步。 ...



環氧樹脂澆注的真空滅弧室外絕緣一旦出現擊穿現象,滅弧室能承受的工頻耐壓值將低于未澆注前的耐壓值,而且具有較大的分散性。如12kV某型號的一只真空滅弧室,未澆注前在空氣中工頻電壓達到42kV(外絕緣水平),澆注后達到55kV,擊穿后只達到20kV。澆注后真空滅弧室的擊穿一般都由真空滅弧室動端或靜端封接環沿瓷殼表面對屏蔽罩至觸頭間的擊穿,這一部位也正是真空滅弧室內電場較集中的地方,即真空滅弧室內部絕緣比較薄弱的環節。
固封極柱的形成方式根據生產工藝的不同大致可分為三類:(1)真空滅弧室外表面經底涂液處理后先在高溫下包封硅橡膠,然后用硅橡膠澆在模具內高壓澆注成極柱;(2)真空滅弧室與按一定比例混合并除氣的環氧樹脂、固化劑和填充材料在高溫模具內加壓直接形成固封極柱;(3)經底涂液處理的真空滅弧室或經硅橡膠包封的真空滅弧室在環氧樹脂絕緣筒內常溫常壓澆入經真空除氣處理的環氧樹脂固化成極柱。
擊穿的主要原因大致有以下幾種:(1)形成極柱前真空滅弧室瓷殼外表面局部未處理干凈;(2)環氧樹脂(或硅橡膠過渡層)與真空滅弧室瓷殼外表面粘接質量不好形成氣隙;(3)環氧樹脂澆注過程中在瓷殼表面產生氣泡;(4)由于環氧樹脂與真空滅弧室陶瓷外殼和不銹鋼或無氧銅封接環的線性膨脹率的不同,使殘余應力增大而造成澆注的界面上發生剝離和裂紋。以上這些澆注缺陷在高壓交變電場下就像一個電容,電荷累積到一定程度會因局部放電現象發生雪崩式的擊穿而使外絕緣受到破壞(這種擊穿不是因為滅弧室真空度下降而引起的)。這種絕緣擊穿一般是不可逆轉的,擊穿一旦發生,將造成整個固封極柱的報廢,損失較大。而在運行中發生擊穿,將會造成較大的絕緣事故。
目前能夠澆注固封極柱的廠家較多,從現代化的流水作業到小作坊式的手工操作,工藝方式不盡相同。但無論是哪種工藝形成的固封極柱,對絕緣擊穿的影響,主要是各個界面的結合強度及氣泡的數量和大小。雖然是真空澆鑄(原料抽真空),但由于滅弧室外表面形狀、是否帶釉及污穢程度等因素的影響,也會存在澆鑄缺陷(氣孔)。因此,作為固封極柱的制造廠家,檢驗的最好方法就是100%作局部放電試驗,滿足要求的產品不會發生絕緣擊穿。
在近幾年,相信大家都可以發現 真空開關管 的質量有了明顯的提高,這得益于制造技術的發展,從而使得生產廠家可以采用新工藝、新材料,甚至走技術創新之路。可以說,近幾年國內制造技術取得了巨大的進步。 ...

固封極柱在國外發展比較早,其性能穩定、結構緊湊、重量輕、外形美觀,同時外形尺寸都比較小。而國內的固封極柱由于發展較晚,目前應該往精品方向發展。一是向系列化、大容量方向發展;二是向小型化、輕...

只要去購買負荷開關用真空開關管,不管哪個客戶肯定都要面臨廠家的選擇,那么,國內到底有哪些生產廠家是比較可信的呢? 第一、推薦選擇湖北大禹漢光真空電器有限公司,老牌真空元器件廠家,在國...

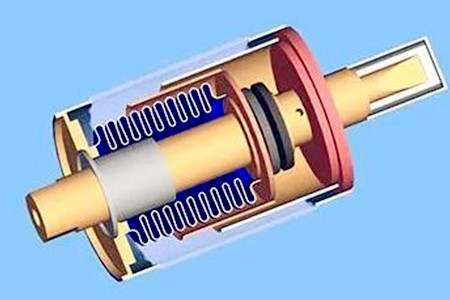
將真空滅弧室和斷路器相關的導電零件同時嵌入到環氧樹脂這類容易固化的固體絕緣材料中形成極柱,使整個斷路器極柱成為一個整體的部件,而真空滅弧室是固封極柱的核心部件。 以前,一般真空滅弧室...

真空開關管是一種重要的電氣元件,廣泛應用于電力系統、工業控制以及科學實驗等領域。它的存在對于電力傳輸和電氣設備的正常運行至關重要。其價格受到很多客戶的關心,本文將探討影響其價格的因素,并提供一些...

真空滅弧室 在長期使用后,如果出現了以下情況之一,則就說明真空滅弧室可能已到了壽命末期,應考慮更換。 1、真空滅弧室的存儲期或使用期超過產品規定的有效期(從真空滅弧室出廠日期算起)...

力促能源裝備產業綠色發展,工信部日前明確三大著力點,其中首次點名大力發展智能電網和特高壓。 3月26日,工信部副部長蘇波在中國電力企業聯合會主辦的“2011年經濟形勢與電力發展分析預測會”...
真空滅弧室作為電力系統中關鍵的防護設備,起著滅弧和隔離故障電流的重要作用。為確保電力系統的安全和可靠運行,對其質量進行有效檢查至關重要。如何檢查質量呢?本文簡單介紹一下。 在檢查產品質量...

真空開關管的使用壽命取決于多種因素,包括品質、環境、使用條件和維護等。在正常條件下,它可以使用5-10年,質量好的甚至可以使用更長時間。本文將探討影響其使用壽命的因素以及如何延長其壽命。 ...

在0.4KV~35KV斷路器中,真空斷路器占很大比例,即使現在很火的高鐵和風電也在向真空斷路器發展,而其核心元件真空滅弧室的質量在真空斷路器中起到極其重要的作用。先不說現在有些真空滅弧室廠...
7×24小時服務熱線 15971259985
